TS Engineering QCTP
Note: as of 2009, TS Engineering is no longer making QCTPs. I left the review online since it provides general information about using a QCTP. Visit LMS for a selection of other QCTP’s for the mini-lathe and other small lathes.

If you have used your mini lathe for more than about an hour, you have probably already experienced the frustration of trying to get the top of the cutting tool set even with the centerline of the lathe.
Facing cuts are especially critical: if the tool is too high or tool low by even a few thousandths of an inch the workpiece is spoiled by an irritating little nub at the center of the face, while a properly adjusted tool yields a fine smooth face.


Parting tools, as well, must be right on center or have a tendency to climb or dig into the work. So we fool around with shims, wasting precious shop time, trying to find that elusive thickness that puts the top of the tool right on center.
Of course, as soon as you change tools, or touch up the tool on the grinder, you must work out the shims once more.
Users of large lathes have always had a wonderful option available to them: a Quick Change Tool Post (QCTP), but until recently, none was available that would easily fit on the 7x mini-lathes. TS Engineering has come to the rescue with a beautifully crafted little QCTP that fits the 7x lathes perfectly: because they designed it to do so. They also make them to fit other small lathes such as the Taig, Sherline and Atlas.
 Just the right size
Just the right size
The only drawback, really, is that QCTPs are fairly expensive and you need several tool holders to get the most effective use out of it. But when you consider the convenience, time savings and improved quality of your work, the cost is quite reasonable.
Trust me: once you try one of these, you will never want to use shims again!
The basic set is currently (08/02) on sale for 20% off, or $99.96 plus $6.00 for shipping, and includes the toolpost, two regular tool holders and a holder for a 3/8" shank boring tool.
Additional tool holders are also available at the 20% off sale price. The list price is $30 for the regular tool holder and $35 for the boring tool holder.
You can order them directly from TS Engineering at their web site, or from LittleMachineShop.com.
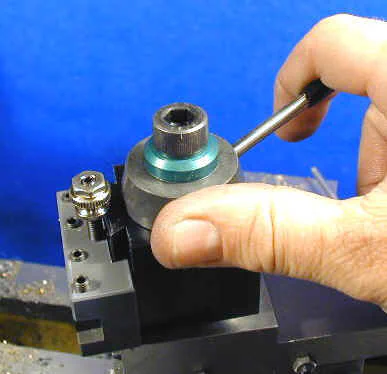
If you aren’t familiar with QCTPs, each tool has a dedicated tool holder with its own height adjusting screw. A few quick twists of the thumb nut and you’ve got the tool on center, then you lock in that height setting with a jam nut atop the thumb nut.
This is a little cumbersome, and Nyloc type nuts might be a better solution than jam nuts.
 Tightening the lock nut
Tightening the lock nut
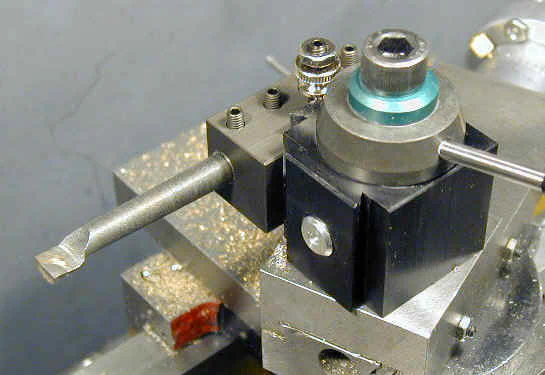
The tool holder attaches to the toolpost by a large dovetail and locks quickly and rigidly in place by a cam operated by a lever. To switch to another tool, rotate the lever 90 degrees, slide the toolholder off the dovetail, slide the other toolholder in place and lock it down: total time under 10 seconds.
Since the new tool is already set to the proper height, no time is wasted on that. It really is slicker than you can imagine.
 Locking the toolholder in place
Locking the toolholder in place
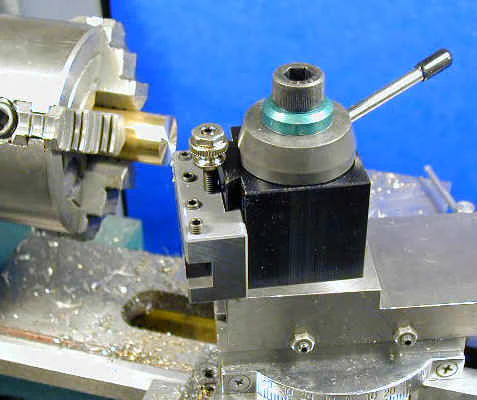
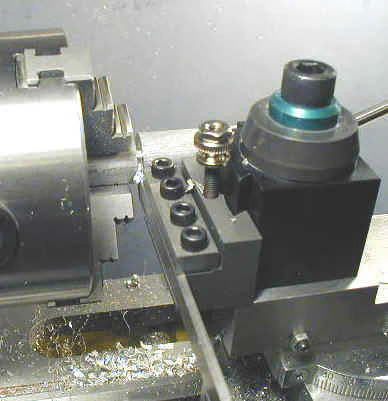
There are two dovetails on the toolpost. One is normally mounted at the 9 O’clock position and used for turning and facing operations and the other is set to the 12 O’clock position and used for boring operations.
 Boring tool setup
Boring tool setup
To change the angle of the toolpost on the compound you must loosen the mounting bolt with an 8mm hex wrench, swing it around to where you want it, then tighten it back down.
This is a little less convenient than with the stock toolpost since you have to locate the 8mm wrench under the typical shop debris (ok, in my shop that’s how it is…).
It might be worthwhile to drill a hole through the top of the bolt head and permanently mount a tommy bar to solve that problem. Hmmm… already thinking about mods.
 Loosening mounting bolt to change angle
Loosening mounting bolt to change angle
I was very impressed by the quality of this tool. The toolpost and holders are CNC-machined, hard anodized aluminum with chrome plated pistons to lock the tool holders onto the dovetails.
The machining is impeccable.
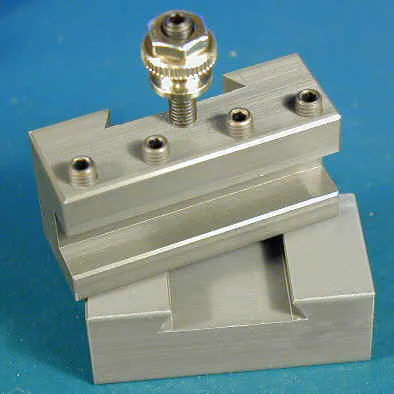 Tool holders - front & back side
Tool holders - front & back side
Update 03/27/03
Cutoff Tool Holder
TSE now has available a cutoff tool holder for the QCTP. As you would expect from TSE, the quality is excellent. It is currently available from LittleMachineShop.com (P/N 1892) for $32.00.
 Cutoff tool and holder
Cutoff tool and holder
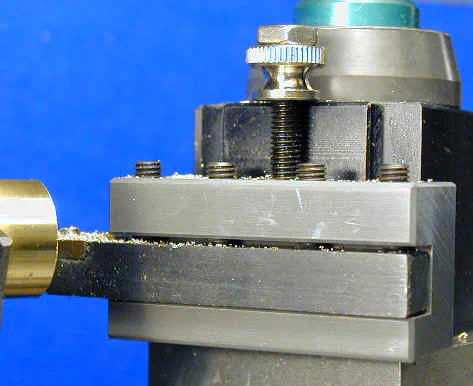
The holder uses standard commercially available 1/2" cutoff blades. These are a great timesaver, as you will surely appreciate if you have ever ground a cutoff tool from a standard tool blank.
Take the 1/2" cutoff blade, touch up the end on the bench grinder, and you have a cutoff tool ready for use.
 Cutoff tool parting a 3/4" workpiece
Cutoff tool parting a 3/4" workpiece
The extra depth and thickness of these tools allows them to extend up to 3/4" from the toolpost, enabling you to part a workpiece up to 1 1/2" diameter.
With hand-ground tools you are generally limited to a maximum diameter of about 3/4".
I parted off a 1 1/4" diameter piece of 6061 aluminum using a slow feed and Tap Magic Aluminum as cutting fluid. Initially there was a lot of chatter, but once I got the feed and speed just right, I was able to make a steady cut right on through to the center.
Parting is another operation where having the tool height properly set makes a big difference, so a QCTP parting tool holder is a real plus.
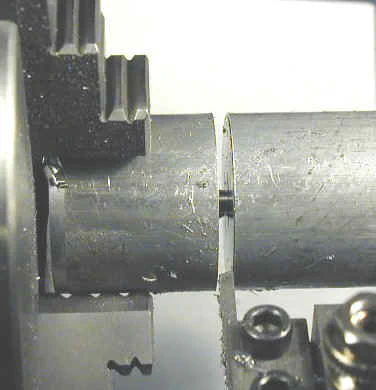 Parting a 1 1/4" diameter workpiece
Parting a 1 1/4" diameter workpiece
End of Update
Update (05/03/03)
When I first wrote this review back in August ‘02, the QCTP that I reviewed was an early production model. Some of those early models had a green center post that was just a hair too long, which could cause the cam to bind slightly when turning the cam handle.
The fix was simply to face off a few thous from the underside of the top flange of the green post.
This problem was corrected by TSE quite some time ago and the newer models are now shipped with a blue anodized center post.
End of Update
One minor concern I encountered was in mounting my 3/8" indexable carbide tool. To get the top of the tool on center, I had to lower the tool holder pretty much to the bottom end of its limit and this left just barely enough threads exposed at the top for the lock nut.
But it did work OK.
 3/8" shank indexable tool
3/8" shank indexable tool
All in all, I really like this little beast and I think you will too. Once you experience the ease of use and time savings of a QCTP you’ll wish you had bought one sooner.